 |
 |
 |
A Story of a Howden Compressor in Texas.

|
Arrival of compressor
A view of the compressor returned for inspection.
Compressor model is Howden WRV 204, used for compressing sour gas at oil well in northwest Texas. |
|
Discharge end cover opened for inspection.
This is a view from discharge end cover. As it is seen, internal of the compressor is completely smeared with black tar-like deposit.
This is presumably caused by sulfur (H2S) in the suction gas and H2O that might be existed due to saturation. Crystallized deposit is also seen at the top of bearing head.
|

|
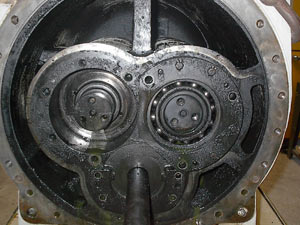
Suction end cover opened.
This is a view of suction end cover. Notice that there is a large concentration of crystallized deposit.
|

|
A view of rotor casing.
Note the black tar-like emulsion is piled at the bottom of the casing where discharged gas is by passed for capacity control. The bearing head is relatively clean. There is no scratch mark at all.
|

|
A view of thrust bearings female rotor side.
This thrust bearing is double row angular contact ball bearing. Two bearings are used in each rotor in order to compensate thrust force in each direction.
This is a picture of thrust bearings on the female rotor.
|

|
Damaged trust bearing on male rotor side.
Male side thrust bearing cage is broken and intensive damage is seen on the balls and both inner and outer races. This kind of bearing damage can be caused by lubrication problems such as degrading lubricants.
|

|
View of rotor journal.
Rotor journal was relatively clean. Measurement revealed that it was worn out of factory tolerance. Also notice that there was no significant damage on rotor surface and rotor end. This indicates that the rotor did not hit suction bearing head.
This compressor was pulled out of operation a minute before complete disaster, thanks to early problem detection by using vibration analysis and good data trending thereafter.
After disassembling the compressor, internal condition was reported to operation manager with dimensional data sheet and pictures. This report would contribute to set up preventive measure to improve machine reliability.
|
Compressor repair plant is now established as below.
- Replace all thrust and journal bearings.
- Readjust thrust end clearance to optimize compressor performance.
- Re-chrome rotor journals
- Replace balancing pistons and mechanical shaft seal.
- Re-balancing the rotors
- Change in oil pressure setting. (on site)
- Change in oil temperature setting. (on site.)
|

|
Inspecting parts before O/H.
Inspection, inspection, inspection…..Experienced hands, T.L.C., and a "miles more attitude".
|

|
Final parts inspection before assembly.
Q.C. Inspection sheet on hand and check, double check, triple check, and quadruple check.
|

|
Final Touch
Final painting as per customer's specification.
|
|
|
|
|